|
|
|
|
|


реклама 300В 220В помечает буквами сварочный аппарат лазера волокна сварщика лазера волокна
Подробная информация о продукте:
Оплата и доставка Условия:
|




Подробное описание продукта
| Максимальная сила одиночного импульса: | 100J | ширина ИМПа ульс: | 0.5-20.0мс |
|---|---|---|---|
| Располагать точность: | Красный свет | Охлаждая путь: | Водяное охлаждение |
| Источник питания: | 380V, 50HZ | марка: | Лазер суперновы |
| Высокий свет: | Машина лазера паяя,оборудование заварки лазера |
||
реклама 300В 220В помечает буквами сварочный аппарат лазера волокна сварщика лазера волокна
Характеристики
1. Примите систему мониторинга изображения ККД и удобна для положения замечания и точности.
2. Энергия пятна заварки распределяет равномерно и имеет самое лучшее пятно необходима в заварке.
3. Соответствующее для различных видов осложненной заварки, заварки пятна различных приборов и заварки шва листа
не позднее 1 мм толщины.
4. Используйте керамическую конденсируя полость импортированную от Великобритании и коррозионностойка и высокие температуры устойчивый. Срок службы полости 8 до 10 лет и срок службы лампы ксенона больше чем 8 миллионов времена.
5. Смогл подгонять особенное автоматическое приспособление и осуществить требование продукции серии.
Применение
Машина лазера волокна паяя широко использована на авиации, машинном оборудовании, мобильном изготовлении изготовления, связей, химической промышленности, электротехнического оборудования, оборудования и автомобиля
Части автомобиля запасные: гидравлический поднимая домкратом рычаг, фильтр, датчик, электромагнитный клапан
Батарея лития: колоннообразная крышка гайки
Мобильный телефон: плата, бакборт
Электронная промышленность: датчик, ротор мотора, емкость, реле
Приборы Китченваре & ванны: чайник, фаусет, крюк, ринв, вентилятор етк кухни.
![]()
Технические параметры
СПЕЦИФИКАЦИИ ДЛЯ ХАНДХЭЛД СВАРОЧНОГО АППАРАТА ЛАЗЕРА
| Модель машины | ДМТ-В200 |
| Максимальная сила лазера | 300в |
| Конфигурация полости лазера | Покрытая золотом полость цилиндра |
| Лампа насоса | Двойная лампа ксенона |
| Средство лазера | Нд3+: ИАГ |
| Длина волны лазера | 1064нм |
| Максимальная сила одиночного импульса | 100Дж |
| Ширина ИМПа ульс | 0.1-20мс |
| Частота заварки лазера | 0-100Хз |
| Нестабильность энергии | <2% |
| Расхождение луча | ≤8мрад |
| Минимальный диаметр луча | 0.3мм |
| Регулируемый объем пятна лазера | 0.2-3.0мм |
| Глубина заварки | 0.1~3мм |
| Рабочее временя Континуэ | 16хоурс |
| Шум | ≤60дб |
| Система передачи | Система передачи волокна оптически |
| Длина волокна оптически | стандарт 5м |
| Расход энергии | ≤6КВ |
| Размеры системы охлаждения | Водяное охлаждение |
| Требуемая сила | 380В±10%/50Хз |
| Потребляемый | Лампа ксенона, патрон фильтра, защитный объектив, аргон |
| Работая температура | 55°Ф (13°К) - 82°Ф (28°К) |
| Работая влажность | 5%-75% |
| Туман масла |
³ ≤15мг/м |
Особенность
Отрицательный результат воздействия энергии
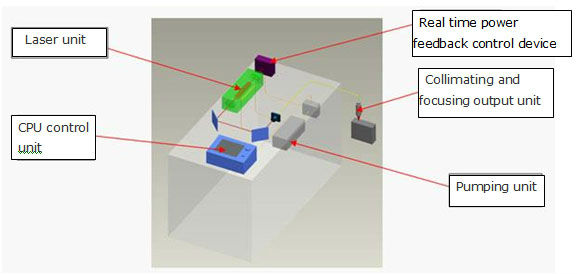
Принцип деятельности отрицательного результата воздействия энергии приобрести прибор обнаружения энергии на конце выхода лазера о обнаруживает размер лазерной энергии. Обратная связь в реальном времени сигнала к стороне контроля после этого сравнена с теорией энергии установленной, формируя систему управления короткозамкнутого витка для того чтобы достигнуть цели точного контроля лазерной энергии выведенной наружу как следовать:
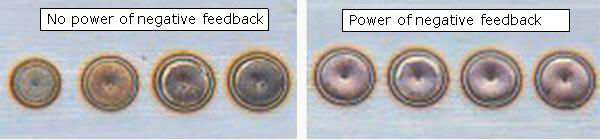
Отрицательная технология обратной связи энергии позволяет лазеру вывести наружу энергия с хорошей повторимостью, проще говоря, обеспечить что каждый выход стабильности лазерной энергии, которая может быть эффективна в уменьшении тарифа дефекта продукта.
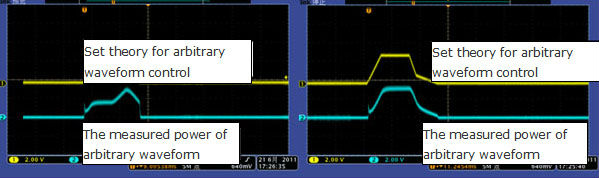
Форма волны выхода может быть любым набором материалов сварщика, формы, етк.
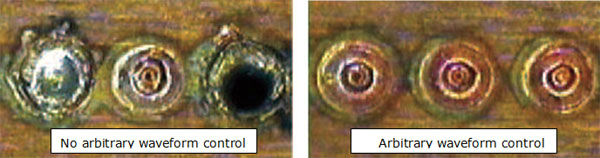
Специфический процесс сварщика воркпьесе, согласно форме и материалам работы, изменение форма волны выхода лазерной энергии может значительно улучшить качество сварщика, и даже некоторые традиционные проблемы сварщика лазера могут быть разрешены путем изменение формы волны выхода лазера.
Лазер может достигнуть мульти-волокна выведенного наружу в то же время
Сравненный с традиционным трудным выходным сигналом, вы можете увеличить свободу обрабатывать, отростчатый мульти-луча и мульти-бита в то же время, обеспечивающ условия для более точного сварщика.
Заварку или сварщика делят время можно осуществить через энергию разделять света или времени светлый.
Богачи в И/о взаимодействуют, потребители могут легко контролировать машину сварщика
Ключевые компоненты импортированы, для обеспечения качества продукта
Контактная информация
Другие продукты
-
Сварочный аппарат лазера волокна КНК умирает сварщик лазера с одной гарантией года
-
металл 200В производит бренд СУПЕРНОВЫ длины волны сварочного оборудования 1064нм лазера
-
система управления КНК передачи сварочного аппарата 200В лазера волокна 300В оптически
-
аттестация УПРАВЛЕНИЯ ПО САНИТАРНОМУ НАДЗОРУ ЗА КАЧЕСТВОМ ПИЩЕВЫХ ПРОДУКТОВ И МЕДИКАМЕНТОВ машины ДМТ-В500 лазера промышленной передачи 500В паяя
-
Автоматический сварочный аппарат лазера волокна 200В для металлов/ремонта прессформы
-
Медный сварщик лазера волокна, алюминиевый высокочастотный сварочный аппарат